???? ?? 華洲數控木工機械銷售電話:0536-2755729 15265665952
為什么數控鋸銑機能取代數控帶鋸?這個問題很多人都存在疑惑,數控帶鋸方興未艾,興起時間不是很長,確實很好用,但是為什么被數控鋸銑機給迅速超越了呢?今天我們請來工廠技術主管給分析一下這個問題!
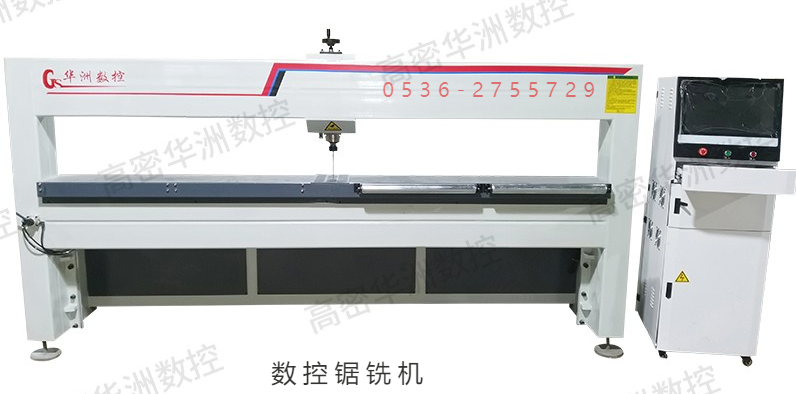
1、數控鋸銑機優點分析。
這款設備興起時間不長大約有2年左右。該設備通過自動化控制,可以下料、銑型等。加工的種類多、花樣多,并且鋸銑的路徑非常光滑,表面效果就和經過立銑、立軸加工過一樣。

2、數控鋸銑機缺點分析。
這款設備的缺點有兩個,一個就是它本身使用的是兩端都有固定把手的銑刀,直徑一般6到12mm,個人建議使用8到10mm的就行,太細了容易斷刀,斷刀換刀造成時間浪費。另一個缺點是銑刀的直徑大于數控帶鋸的鋸路,因此對于鋸切的損耗比數控帶鋸大,大約是鋸條鋸路的3到4倍吧。
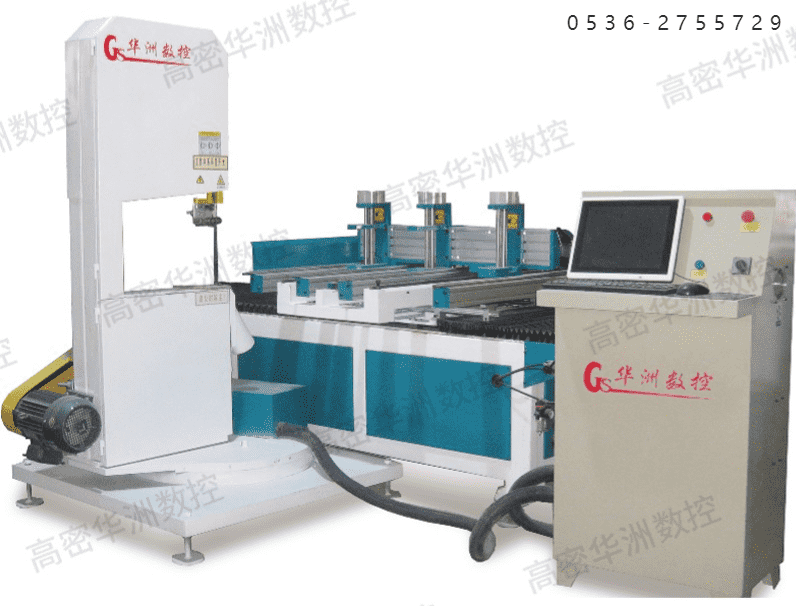
3、數控帶鋸機優點分析。
數控帶鋸興起了得有小10年了,技術是成熟的,放心用就行,只要是正規廠家的都很不錯。加工厚度大,鋸切速度快,省木料,確實挺好。關鍵是目前數控帶鋸的價位比數控鋸銑機有優勢,便宜。總體來說數控帶鋸的使用者還是很多的。


4、數控帶鋸機缺點分析。
數控帶鋸的缺點就是加工花樣少。數控帶鋸不管是鋸頭旋轉的還是扭鋸條的(扭條的容易斷條,金屬疲勞)他們受限于鋸條的靈活性,加工的花樣少,也就是說一些稀奇的別出心裁的產品款式做不了,鋸條轉不過來,先天問題不好解決。
兩款設備各有千秋,可根據要加工產品進行選擇。
在線客服 :
????服務熱線:0536-2755729
????電子郵箱: 13854467285@huazhoushukong.com
公司地址:山東省高密市夏莊鎮高新三路與祥和街路口北100米路東
高密市華洲木工機械廠,20年的經驗專業生產、改造及訂制各種標準、非標準的木工機械設備、數控設備,歡迎選購
